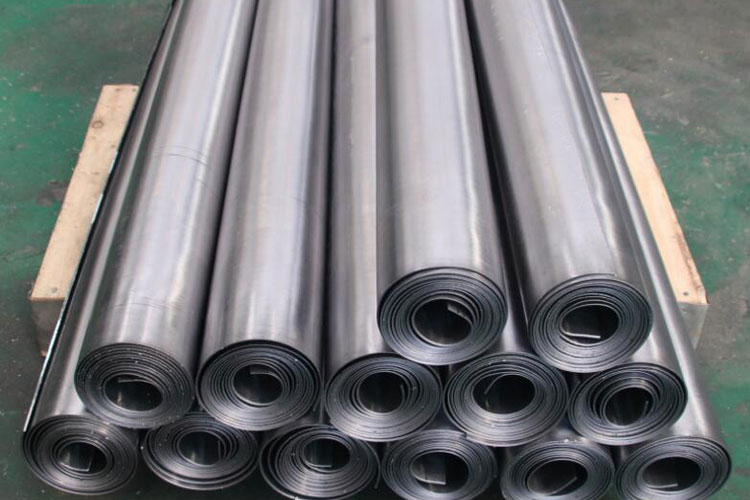

1.铅具有很高的变形能力,焊后焊件内不会产生显著的焊接应力及应力所导致的裂纹和变形,为了避免焊接变形,焊接时应选择对称焊接(包含对焊、立焊、斜焊)。
2.铅熔化后,熔池表面极易生成一层熔点高达1525℃的氧化铅薄膜,妨碍金属彼此熔合,在焊缝中形成夹渣和边缘未焊透。发现缺陷及时用角向砂轮打磨,出去缺陷。
3.铅的沸点低,焊接时蒸发的铅与空气中的氧化合,生成有毒的氧化物,因此,施焊过程中要放止铅中毒。
4.焊接工作结束后,应将焊缝区及工作位置场地清理干净,转移到下一焊接节点。
5.进行焊后检查,等待焊缝冷却后,再进行焊缝外观检查。
6.焊缝中不得有裂缝,焊缝金属与母材间完全熔合,所有破口均被填满。焊缝不应溢流,只有这样才能保证铅门的质量,不会漏线,不会变形,才能放心的投入使用。